A brief description of rotational moulding
Rotational moulding is a technological process that makes it possible to produce hollow bodies in one piece without the need for welding.
This technology obtains pieces without internal tensions and with a uniform thickness.
Large items can be moulded with very complicated contours in a wide variety of colours and materials. It is possible to co-mould different types of inserts and obtain them on the finished product with different types of surface finishes.
The cost of investing in equipment is much lower than those of other plastic production technologies.
Currently, most of the production is carried out with linear and cross-linked polyethylene such as PVC, polypropylene, polyamide and polycarbonate.
The peculiarity of this technology lies in the movement of the mould on two axes: a primary one, with a fixed direction, and a secondary one with a variable direction.
Thanks to the two movements, the polymer covers all the internal surfaces of the mould which, once heated in the furnace, melt the polymer that adheres over it by covering them. This way, the polymer which was previously loaded as a powder is melted, layer by layer, giving rise to the finished piece.
Due to the fact that the rotation is slow, the polymer does not cover the mould thanks to the centrifugal force generated by the rotation but only because it is melted when it comes into contact with the hot walls of the mould.
The rotational moulding cycle can be easily explained in four stages:

PHASE 1
The mould is loaded with the required amount of coloured powder

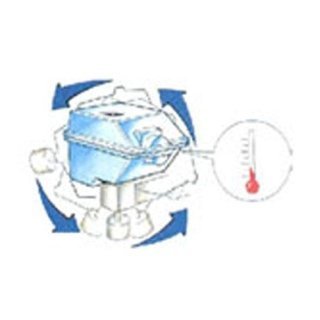
PHASE 2
The mould is heated for about 20 minutes to about 250°, rotating according to the programmed primary and secondary rotations.
PHASE 3
Air and water are used to cool the mould for about 20 minutes, always rotating according to the programmed primary and secondary rotations
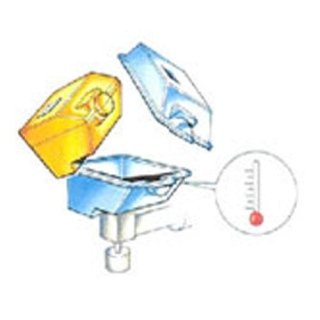
PHASE 4
The mould is opened, the product is extracted and the process starts again from stage 1